Students:
Vincent van den Nouland, Gijs Polderman, Jarik Okkerman, Enno Steenbock
Introduction:
Regal Rexnord is a manufacturer of electrical motion components for manufacturers around the world. With a conveyor producing branch located in ‘s-Gravenzande, The Netherlands. Over here Regal Rexnord produces conveyor-belts for, among others, the food and drink industry, and the automotive industry. With their stackable design and by using different materials for the belts Rexnord is able to comply with almost all of their customers’ demands and wishes, such as size and coefficient of drag or load force.
Current situation:
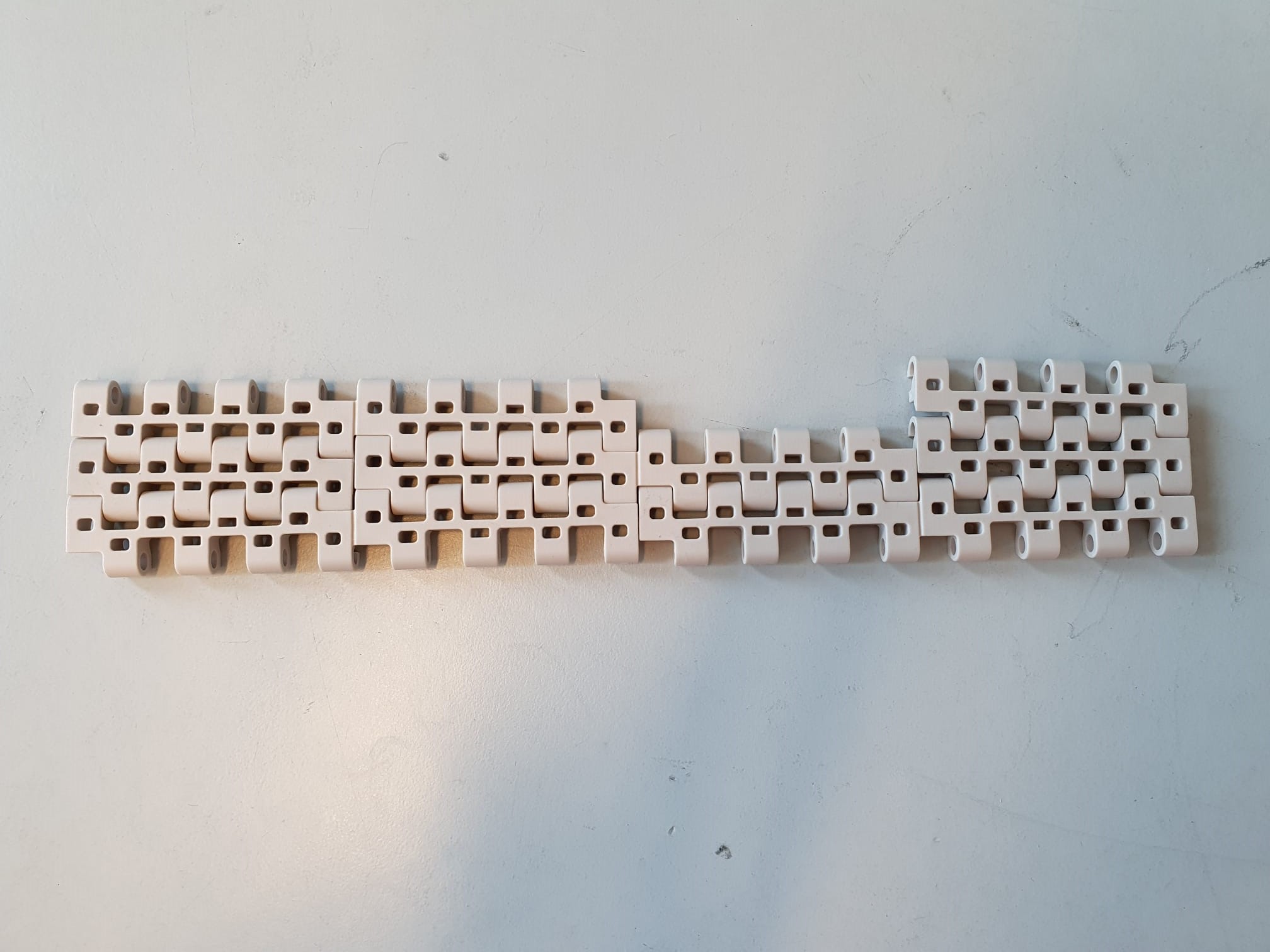
Currently Rexnord produces 8 modules, or links, of a belt every 40 seconds with their injection molding machine. These links get assembled on a table by a worker who then connects these links together using plastic rods that have been cut to the width of the belt. After which the ends of the links get capped of and the next part of the belt gets build up and connected again, until the belt has got the specified length for the customer. This is the last fully manual process on the factory floor because of the tight tolerances and fine motor control and feedback needed to smoothly insert the pins.
The problem:
Because the links are only loosely held together before the pins are inserted, they are likely to shift in relation to each other. Because of this it becomes inevitable that some links are slightly misaligned causing the pin to get stuck when inserted. This means that the pin has to get retracted or twisted a little bit in order to get the in off of the lip it got stuck on before being able to insert it further. By hand it is easy to feel when this is happening by hand, but a machine would have a hard time noticing when a pin is stuck.
Rexnord would also like to step away from precut pins for each size of belt they produce and instead have one big coil that gets cut to size while it gets inserted to the belt. This would be beneficial in that Rexnord would not have to keep stock of all sizes that they supply. This would also cut down on waist material when the pins get cut to size.
Our solution:
The solution we have come up with is based on a discovery we have made earlier in the project. That when the pin is continuously rotated, the chance of it getting stuck inside the links is drastically reduced.
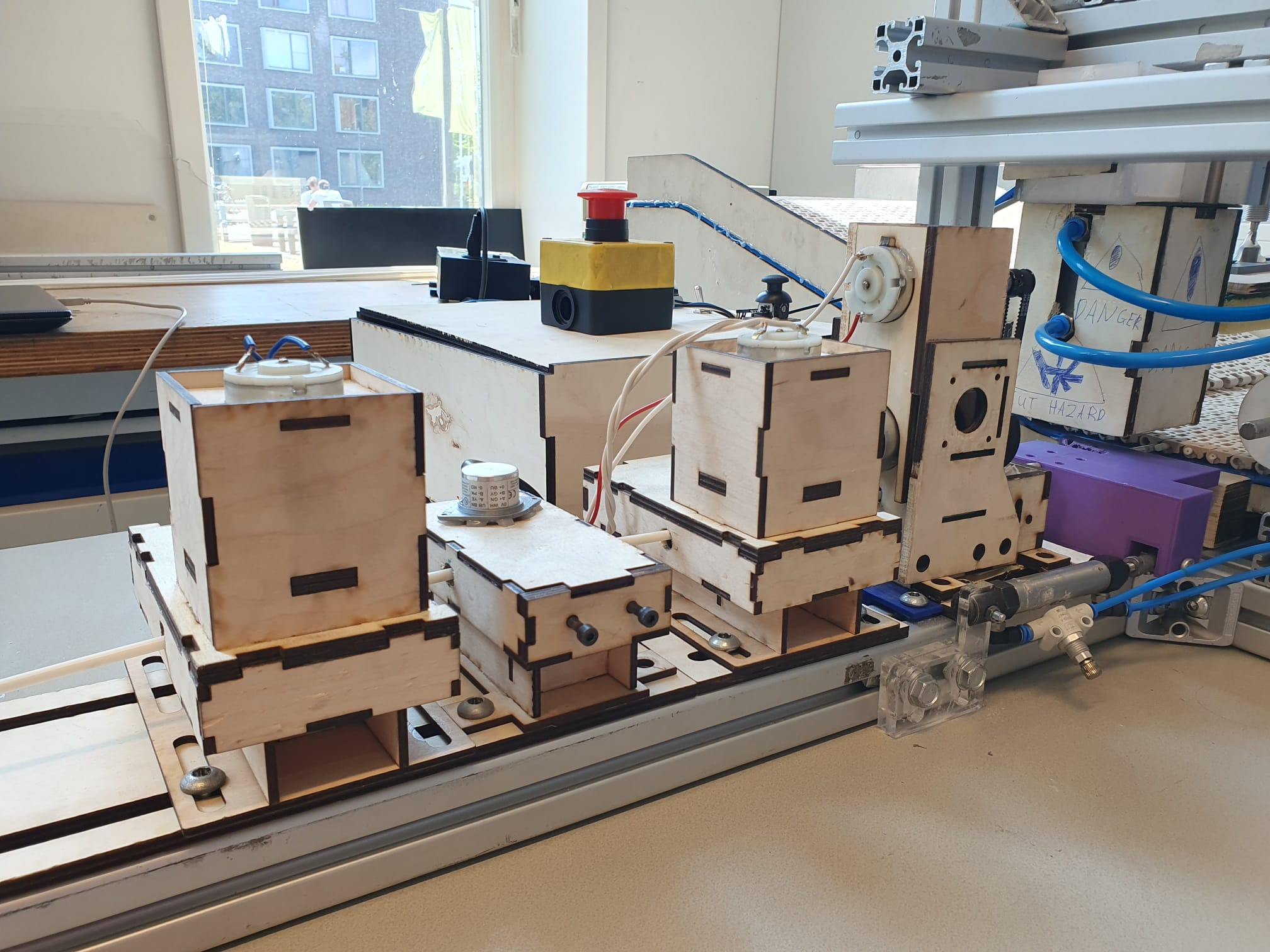
We have started working on a product that simultaneously pushes the pin in the links as it rotates the pin around its axis.
We have come up with 2 modules that push the pin further in the links and twist the pin around in tandem. In order to ensure good contact between the motors and the pin an adjustable idler wheel is placed at the other side of the motor.
The ‘twister’ has gone through a couple design changes, from a round contact wheel that caused too much friction for the pushers, to an oval contact wheel to relieve the friction half of the turn that proved not reliable enough. To the final design that resembles a spiral wheel that builds up friction to ensure a good twist to aid the insertion, before losing contact for a small time so the rod has time to ‘untwist’ if it were to come off of a big coil.
To aid the pin into the links we have designed a tool that aligns the holes on the side of the belt to the pin in the correct spacing so each time the belt gets moved over to the next position the pin is lined up to the next hole and ready to get inserted.
To measure the depth of insertion we have opted to use an optical encoder with a contact wheel attached. This gives us a high resolution to get the accuracy as high as possible. To this mechanism we have added a limit switch at the end of the belt. So, when the pin is all the way in, we get a signal, from here we use the encoder to measure how far we have to retract the pin in order to have it at the desired depth.
After the pin is at its correct length. A knife on a piston cuts the pin to length. The belt gets moved over so the pin is aligned with the next hole and the whole process is repeated.
Results:
After a lot of hard work with big and small tweaks to theldesign we were able to show a working prototype to our Regal Rexnord. The prototype was able to push in several pins to the correct depth with an accuracy of within 2 mm, as per request of Rexnord.
We recommend not to coil up the pin. Due to the springiness of the material, it is near impossible to straighten the pin again without heating the plastic. With a bent pin it becomes almost impossible to insert it to the links. On top of that, when the bent pins are inserted, they cause the belt to curve along the width making a less than ideal end product.
Epilogue:
We would like to thank Tim Heigie and Herman van Toor for giving us this project and working with us. We would also like to thank Thijs Brilleman, Guus Paris and Mathijs van de Vegt for the support during the project.