Students : Milan Bakker, Rick Perquin, Robin Kouwenhoven, Timo van Eijck (2024)
Introduction
![]() Martin Stolze, located in De Lier, is a manufacturing company specializing in products for internal transport within the horticultural, distribution, and packaging sectors. They manufacture conveyor belts, buffer belts, potting machines, roller conveyors, water supply stations, and chain and pot forks. Additionally, Martin Stolze is a part of the Kind Technologies group, known for its automation solutions in horticulture.
Martin Stolze, located in De Lier, is a manufacturing company specializing in products for internal transport within the horticultural, distribution, and packaging sectors. They manufacture conveyor belts, buffer belts, potting machines, roller conveyors, water supply stations, and chain and pot forks. Additionally, Martin Stolze is a part of the Kind Technologies group, known for its automation solutions in horticulture.
Current Situation
A plant nursery in Australia conducts its entire production process internally, from potting to packaging. The plant cuttings are initially sorted into three different classes based on weight and length using a machine and then wrapped in a net. Subsequently, they are transported via a conveyor belt to the packaging table, where they are manually placed into boxes. Each box contains 15 rows of 10 cuttings, totaling 150 cuttings. The grower aims to automate their production, specifically focusing on automating the packaging process.
The problem
The problem with the current situation is that people are doing this and there are too less people available to do this work, besides an automated process is more profitable.
Solution

The solution that we came up with is to split the process in three parts: Buffering of the plants, End of Arm tool and the box system.
The plants are coming over a conveyor belt and will be brought into a straight line. After this the plants will be count by a sensor. With a pusher the plants will be separate and pushed into the buffering system. After the buffering system, the plants will slide into the end of arm tool of a robot. The robot will bring the plants to a cardboard box and place them in the cardboard box. A box system has been developed to make it possible to place all plants neatly.
Because of the short time and the difficult challenges this project offers was decided in consultation with the client to not make the pusher that will push the plants from the conveyor belt into the buffering system.
Buffer system
In the buffer system, seedlings are initially stored in the first buffer with partitions in between. The buffer has a capacity for 15 plants. Once it is completely filled, a hatch opens, causing the seedlings to fall through. This occurs because the entire buffer is positioned at a 45-degree angle. In the next buffer, there are no partition plates, and the seedlings lie side by side. From the side, a presser moves in, pushing all the plants towards each other, ensuring that the seedlings are closely packed. Subsequently, the next hatch opens, allowing them to slide into the end-of-arm tool (EOAT). All hatches are powered by cylinders, and the presser is driven by a guide cylinder.”
End of Arm tool (EOAT)
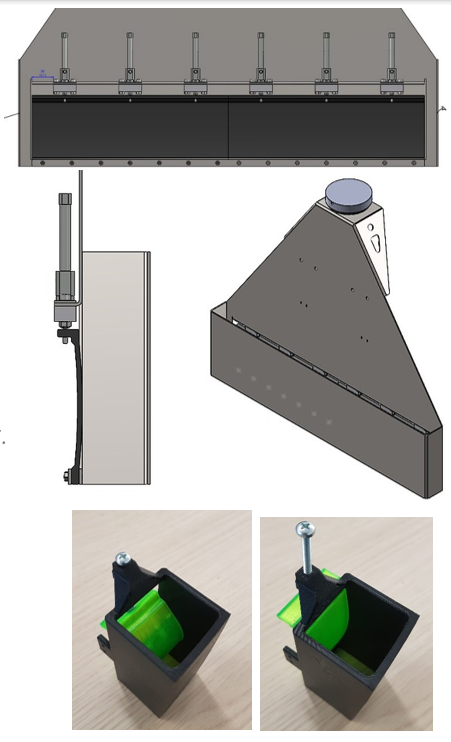
After the buffering system the plants will slide into the EOAT. The challenge with the EOAT is that we needed a very compact EOAT that can place plants into the cardboard box. To make this possible we designed a very small EOAT that works by making use of six very small air cylinders that are placed vertical. The piston axis is connected to a plastic flexible part. When the air cylinders are under pressure, the flexible part will deform to a shape that is more in a bend (see picture). Because of this bend the distance between the walls is less.
We used this principle like a valve. When the plants slides into the EOAT the valve is under pressure and the plants are stuck in the EOAT. Thereafter the robot will move to the cardboard box and when it is in the right position the valve will be relieved of the pressure and the plants will slide into the cardboard box.
Box system

The box system ensures that the seedlings are organized and placed neatly in the box. The boxes are supplied to the system via a roller conveyor, allowing for easy integration of a box buffer or a supply line of boxes in practice. Two cylinders on the roller conveyor clamp the box in place, aligning it accurately with the robot’s coordinates and the box system. The entire box system is set at an angle of 25 degrees, ensuring that the plants lean against the side of the box to prevent them from tipping over during placement.
To maintain the neat arrangement of the cuttings and accommodate a high quantity in each box, a separation system has been developed. This system incorporates a separation plate with the dual function of separating and compressing. Due to the limited space in the box, only one separation plate is utilized. As a result, the plate can move up and down, as well as horizontally. The vertical movement is facilitated by two guiding cylinders, while the horizontal movement is achieved through two spindle shafts on both sides driven by a single stepper motor. This configuration allows for precise positioning of the plate at any location within the box.
Project Result
In the end the system fills a box of seedlings with 12×9 seedlings this equals to 108 seedlings per box. The robot can fill a full box within 160 seconds and this time can be improved when a bigger stepper motor and stronger robot is used.
Epilogue
We would like to thank Meno van Dongen and René Schravendijk for giving us this project and assist us with our project. We would also like to thank Thijs Brilleman, Guus Paris and Mathijs van de Vegt for the tech support during the project.